





Waterela 10″ PP Sediment Water Filter (1-5 Micron) – Keep Your Purifier Safe
Original price was: 120৳ .100৳ Current price is: 100৳ .
Deng Yuan TW-1250 RO Water Filter Machine – Original Taiwan 5 Stage Purifier
Original price was: 25,000৳ .24,500৳ Current price is: 24,500৳ .
Deng Yuan 1550 RO Water Purifier Machine – Original Taiwan 5-Stage RO System
Original price was: 28,000৳ .27,000৳ Current price is: 27,000৳ .
Heron Max Life Hot & Cold RO Water Purifier | 75 GPD | Red & Black
Original price was: 18,500৳ .16,500৳ Current price is: 16,500৳ .Waterela 10″ PP Sediment Water Filter (1-5 Micron) – Keep Your Purifier Safe
Original price was: 120৳ .100৳ Current price is: 100৳ .Deng Yuan TW-1250 RO Water Filter Machine – Original Taiwan 5 Stage Purifier
Original price was: 25,000৳ .24,500৳ Current price is: 24,500৳ .Deng Yuan 1550 RO Water Purifier Machine – Original Taiwan 5-Stage RO System
Original price was: 28,000৳ .27,000৳ Current price is: 27,000৳ .Heron Max Life Hot & Cold RO Water Purifier | 75 GPD | Red & Black
Original price was: 18,500৳ .16,500৳ Current price is: 16,500৳ .
Heron G-UV-501 Direct Flow UV Water Purifier 2026 | Tankless 5-Stage Water Filter System Banglades
Original price was: 8,500৳ .7,500৳ Current price is: 7,500৳ .
Karofi Optimus Plus 7 Stage RO Water Filter – Premium Vietnam Purifier
Original price was: 40,000৳ .38,000৳ Current price is: 38,000৳ .
Aqua Pro 5 Stage RO Water Filter | High-Performance Water Purifier Machine BD
Original price was: 16,000৳ .14,500৳ Current price is: 14,500৳ .
Eco Soft 7 Stage RO Water Purifier Machine Price in BD-Waterela
Original price was: 15,500৳ .14,000৳ Current price is: 14,000৳ .
Wellsys WS-Lotus RO Water Purifier Price in Bangladesh – Premium Alkaline Water Filter | Waterela
Original price was: 25,500৳ .22,500৳ Current price is: 22,500৳ .
Karofi 7-Stage 100 GPD RO Water Filter – Made in Vietnam (High-Capacity Water Purifier)
Original price was: 19,500৳ .18,000৳ Current price is: 18,000৳ .
Crystal Water 5-Stage Reverse Osmosis (RO) Water Purifier System
Original price was: 15,000৳ .13,000৳ Current price is: 13,000৳ .
Wellsys RO-100G 7-Stage Reverse Osmosis Water Purifier – Price in BD 2026
Original price was: 18,000৳ .16,500৳ Current price is: 16,500৳ .Waterela 10″ PP Sediment Water Filter (1-5 Micron) – Keep Your Purifier Safe
Original price was: 120৳ .100৳ Current price is: 100৳ .Heron G-UV-501 Direct Flow UV Water Purifier 2026 | Tankless 5-Stage Water Filter System Banglades
Original price was: 8,500৳ .7,500৳ Current price is: 7,500৳ .
20″ UV Water Filter Machine – High-Flow 5-Stage UV Purifier for Clean & Safe Drinking Water (2–3 GPM)
Original price was: 16,000৳ .13,500৳ Current price is: 13,500৳ .Wellsys WS-Lotus RO Water Purifier Price in Bangladesh – Premium Alkaline Water Filter | Waterela
Original price was: 25,500৳ .22,500৳ Current price is: 22,500৳ .Crystal Water 5-Stage Reverse Osmosis (RO) Water Purifier System
Original price was: 15,000৳ .13,000৳ Current price is: 13,000৳ .
100 GPD Heron Smart RO Water Purifier (8 Stage) Low Price in Bangladesh
Original price was: 19,500৳ .18,500৳ Current price is: 18,500৳ .
Ultima Elite UCTD-1643 Hot Cold Normal RO Water Purifier Price in BD 2026
Original price was: 44,000৳ .42,000৳ Current price is: 42,000৳ .
3000 GPD Industrial RO Plant Price in Bangladesh | Water Treatment Plant
Original price was: 300,000৳ .280,000৳ Current price is: 280,000৳ .
Best Manual Multi-Port Valve for Carbon & Sand Filter | Industrial Water Treatment
Original price was: 3,000৳ .2,000৳ Current price is: 2,000৳ .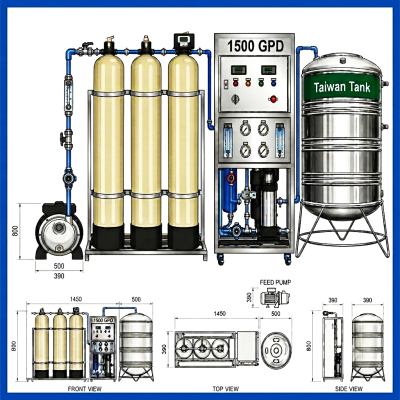
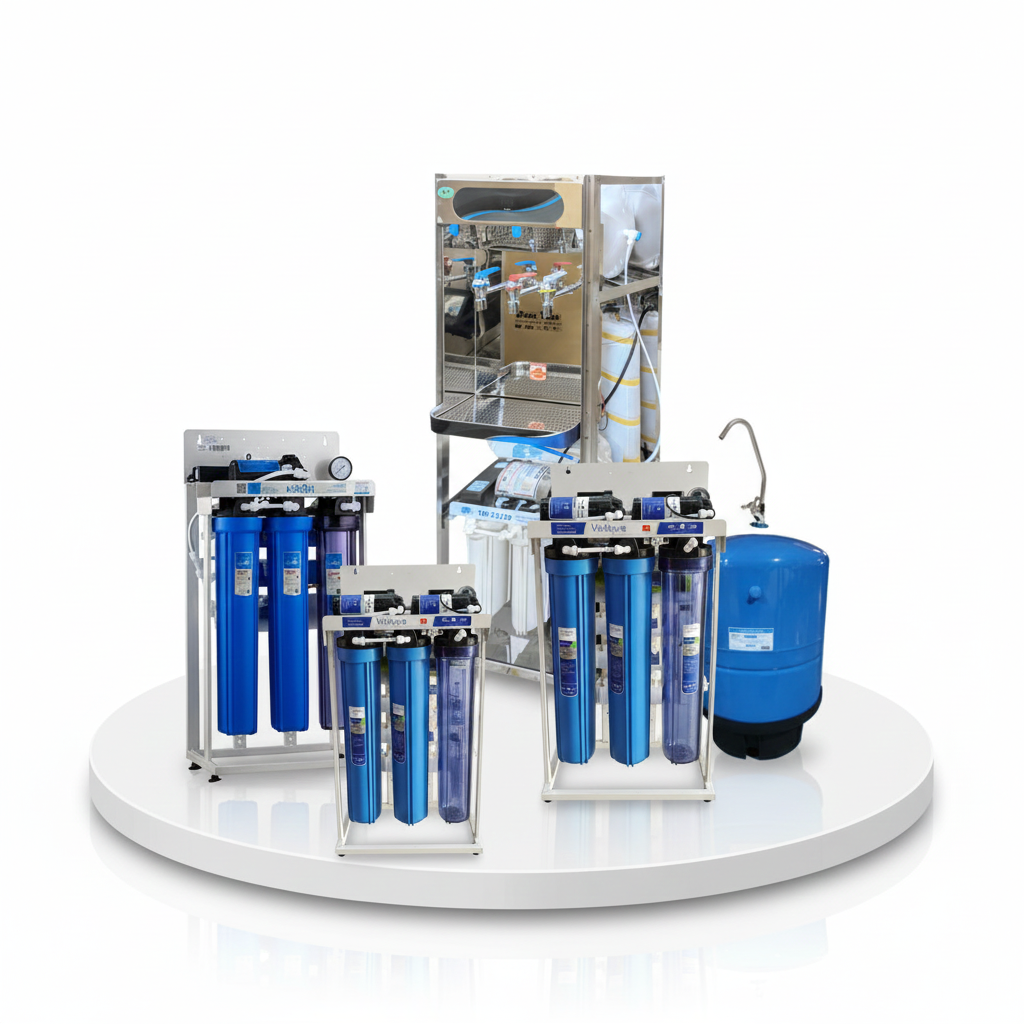
1500 GPD RO Water Treatment Plant Price in Bangladesh | Commercial RO System
Original price was: 180,000৳ .150,000৳ Current price is: 150,000৳ .
6000 GPD Industrial RO System Price in Bangladesh | Water Treatment Solution
Original price was: 500,000৳ .450,000৳ Current price is: 450,000৳ .
Manual Multiport Valve Resin Head 2.5″ Price in Bangladesh | Waterela
Original price was: 5,200৳ .4,800৳ Current price is: 4,800৳ .
Premium 1252 FRP Vessel in Bangladesh | RO, Iron Removal & Water Softener Tank
Original price was: 9,500৳ .8,000৳ Current price is: 8,000৳ .
Vontron Orginal ULP21-4040 RO Membrane Low Price 2026
Original price was: 22,000৳ .18,000৳ Current price is: 18,000৳ .
20″China Jumbo Iron Filter – Best Whole-House Iron Removal Filter in Bangladesh
Original price was: 4,500৳ .4,000৳ Current price is: 4,000৳ .






